Master rapid prototyping in 2026. Explore CNC, 3D printing, and molding. Learn to manage QC, IP, and logistics for your manufacturing projects.
You've got a CAD model open, a launch review coming up, and a team asking the same question from three directions: how fast can we get a real part in hand, how much will it cost, and will it match the drawing. That's usually the moment people start looking seriously at rapid prototyping in this region.
The good news is that this isn't a new or fragile capability. the region's role in prototyping goes back decades. A 1999 paper on rapid prototyping and tooling in this region reported around 50 RP machines installed in this region and described roughly 10 years of development across equipment, materials, software, reverse engineering, and education, which is why today's supplier base sits on more than just low labor cost. It sits on a manufacturing ecosystem that's been building for a long time (historical rapid prototyping research in this region).
From the engineer's desk, the primary job isn't “find a factory.” It's getting from model to usable part without losing days to unclear drawings, wrong process selection, revision confusion, weak inspection criteria, or shipping surprises. File prep matters early, especially if you're handing off mesh data or multiple export types, so it helps to understand how 3D printing file types affect manufacturability before you even send the RFQ.
Table of Contents
- How engineers usually decide
- Rapid Prototyping Process Comparison
- Where lead time is really won or lost
- What pushes prototype cost up
- Questions that reveal real capability
- What a weak supplier usually sounds like
- Build the RFQ package like an engineer
- Control the digital workflow before production starts
- Quality control that actually helps
- IP protection as a process not a promise
From CAD Model to Physical Part
A prototype only helps if it answers a real question. Sometimes that question is fit. Sometimes it's strength, thermal behavior, assembly order, or whether a cable can physically route through a cramped enclosure. The mistake new buyers make with rapid prototyping in this region is treating every part as a commodity quote exercise.
the region became central to fast-turn prototyping because it combines process depth, machine availability, supply chain density, and supplier familiarity with low-volume work. That matters when your first revision is CNC aluminum, your second is SLA for quick design review, and your third needs vacuum casting for stakeholder samples. The ecosystem can absorb that mix more easily than many fragmented sourcing setups.
The fastest project isn't the one with the cheapest quote. It's the one where the supplier understands what the part is supposed to prove.
From your desk to your hands, the path usually looks simple on paper. Upload model. Get quote. Approve. Wait. Receive part. In practice, every delay comes from decisions hidden inside those steps: missing tolerances, unspecified surface finish, uncertain material grade, or a supplier who says “no problem” before reviewing the geometry.
That's why experienced teams don't start with price. They start with intent. If the part is a test coupon for machining strategy, one supplier may be enough. If it's a production-intent housing with cosmetic surfaces and datum-critical interfaces, you need a manufacturer that can read a drawing the same way your engineering team does.
Core Prototyping Processes and Materials in this region
The right process depends on what you need to learn from the part. Don't choose CNC because it sounds premium, and don't choose 3D printing just because it's fast. Choose the method that answers the engineering question with the least wasted effort.

How engineers usually decide
CNC machining is the default when the part needs real mechanical behavior, accurate mating features, or metal. It's the right call for aluminum housings, fixture blocks, threaded components, and parts that will be assembled with production hardware. It's also the process most likely to expose expensive design habits such as deep narrow pockets, unnecessary tight tolerances, and cosmetic requirements on hidden surfaces.
3D printing earns its place when geometry is complex, iteration speed matters, or the part is still changing too quickly for efficient subtractive work. SLA is commonly used for appearance and detail. SLS and similar powder-based routes are often more forgiving for functional plastic shapes. FDM can work for rough checks, jigs, and quick internal evaluation, but it's rarely the right answer when a team needs clean fit data or presentation-quality surfaces.
Vacuum casting fills the gap between one-off prints and harder tooling decisions. If you need several plastic-like parts for user testing, pilot builds, or internal demos, it can be more useful than printing each unit separately. It's especially practical when you need a consistent look across a small batch.
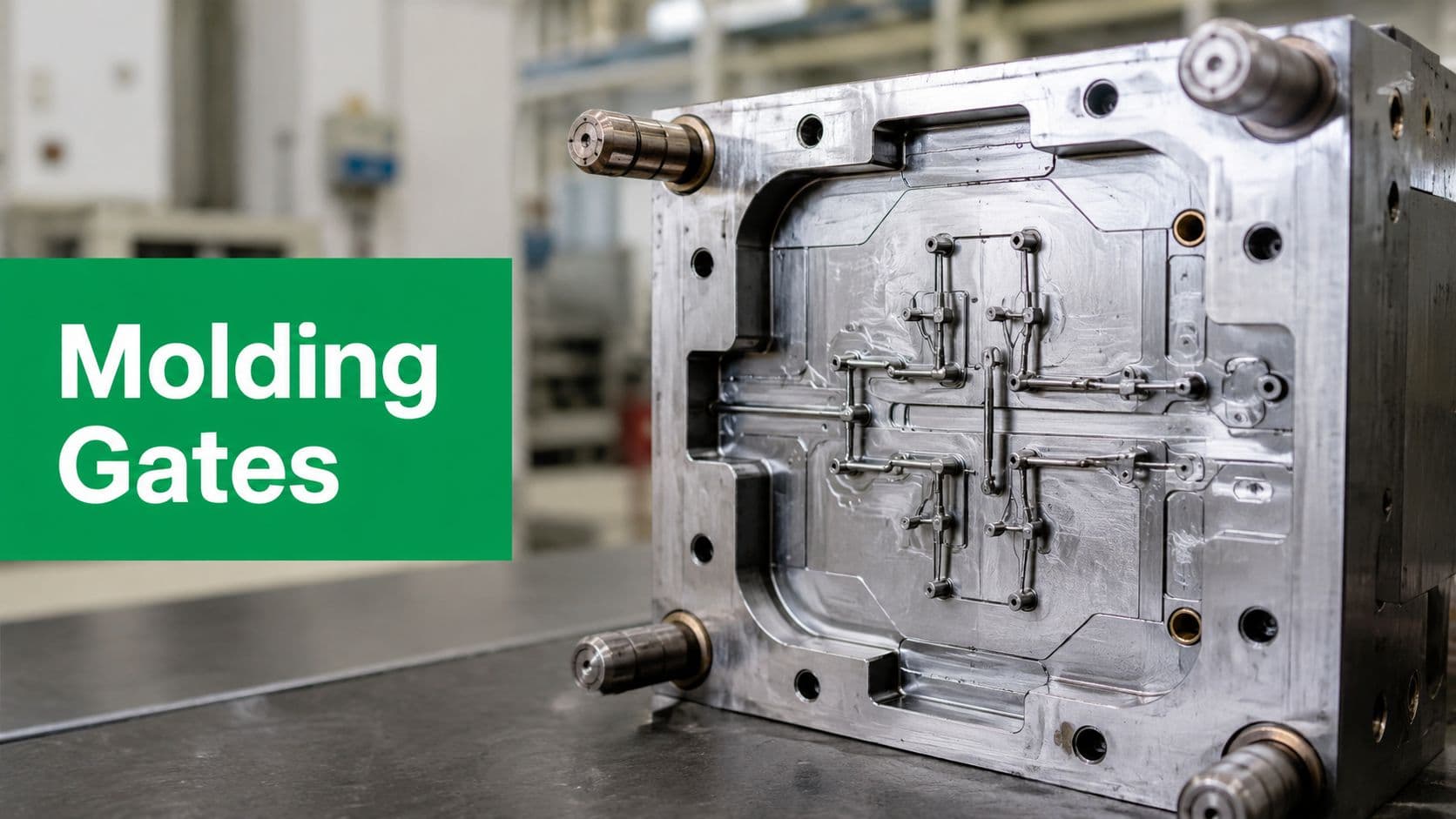
Rapid injection molding makes sense when you're trying to test production intent instead of just geometry. You use it to learn where the molded design behaves differently from a machined or printed stand-in. It takes more up-front commitment, so it's a poor choice for unstable designs.
Sheet metal fabrication is the right process for brackets, covers, chassis parts, and enclosures. It becomes the wrong process the moment someone designs it like a solid block and leaves bend logic until after quoting.
For a practical overview of common engineering grades, resin types, and metal options, it helps to review prototype material choices used across CNC, casting, molding, and additive work.
Rapid Prototyping Process Comparison
| Process | Typical Lead Time | Unit Cost (Low Volume) | Common Materials | Best For |
|---|---|---|---|---|
| CNC Machining | Short to moderate | Moderate to high | Aluminum, steel, stainless steel, brass, engineering plastics | Functional parts, precision features, threaded interfaces |
| 3D Printing | Very short | Low to moderate | Resin, nylon, thermoplastics | Fast iterations, complex geometry, concept validation |
| Vacuum Casting | Moderate | Moderate | Urethane-like casting resins | Small batches of plastic-like parts |
| Rapid Injection Molding | Moderate to longer | Higher up front | Production plastics | Production-intent validation |
| Sheet Metal Fabrication | Short to moderate | Moderate | Aluminum sheet, stainless steel, mild steel | Brackets, enclosures, covers, structural panels |
**Practical rule:** Match the process to the risk you're trying to retire. If the risk is geometry, print it. If the risk is performance, machine it. If the risk is assembly with formed metal, build it in sheet.
Navigating Lead Times Cost Drivers and Tolerances
Teams usually ask for three things at once: faster parts, lower price, and tighter tolerances. You can push hard on two. Demanding all three without adjusting the design usually creates delay, not advantage.
A 2026 industry guide says Chinese suppliers commonly deliver CNC prototypes in 1 to 5 days, 3D-printed parts in 1 to 3 days, vacuum-cast parts in 7 to 10 days, and rapid tooling in 10 to 18 days. The same guide says some providers can deliver CNC parts in as fast as 3 days. It also points to a rapid prototyping market projected to reach $29.96 billion by 2035, showing that fast-turn development is part of a much larger manufacturing shift (industry guide on lead times and market projections).

Where lead time is really won or lost
Lead time isn't just spindle time or print time. It starts before the machine runs.
A supplier loses hours, sometimes days, when they have to ask basic questions like these:
- Which revision is current
- Which surfaces are cosmetic
- Which dimensions are critical to function
- Whether tapped holes need gauge verification
- Whether substitutes are allowed for stock availability
If you want a rapid prototype fast, submit a drawing package that removes guesswork. Also define shipping expectations early, especially if landed cost affects your project approval. If tariff exposure is part of your sourcing decision, PledgeBox's guidance on US tariffs is a useful planning reference before you release a PO.
What pushes prototype cost up
Some cost drivers are obvious. Material selection, quantity, and finishing all matter. Others are design-driven and often missed during RFQ review.
- Unnecessary tight tolerances: Don't put precision callouts on every feature. Reserve tight control for interfaces that matter. For a more grounded discussion of how to specify machining accuracy, review this CNC machining tolerance guide.
- Difficult geometry: Deep pockets, sharp internal corners, thin walls, and awkward tool access all increase machine time or force process changes.
- Cosmetic overreach: Uniform surface finish on every visible and hidden area often adds labor without improving the engineering result.
- Revision churn: Late updates after programming or fixture planning create avoidable rework.
A practical way to control spend is to rank features. Mark what is critical, important, and nice to have. Good suppliers can then optimize the process instead of pricing every dimension like a production inspection feature.
How to Choose the Right Prototyping Partner
There's a big difference between a factory that can make your part and a partner that can manage your project. In rapid prototyping the region work, the gap usually shows up in the first technical exchange, not in the final invoice.
A key issue for engineers is whether the region's prototyping advantage still holds when the part is regulated, high-precision, or tied to emerging methods. the region is moving into newer processes such as volumetric 3D printing, but buyers still need to ask whether those methods are mature and whether the supplier has the metrology needed to qualify tight-tolerance work. That distinction matters because some shops are production-ready and some are still experimenting (discussion of next-generation methods and qualification concerns).
Questions that reveal real capability
Ask for specifics, not branding language.
- What equipment will you use for this exact part: A serious supplier will name the process path, not just list every machine in the building.
- How will you inspect the critical features: If your part has datum relationships, threads, or form requirements, ask what they'll measure and what report you'll receive.
- What changes would you suggest before release: Good partners don't wait for failure. They flag weak wall sections, inaccessible tools, unstable thin ribs, or unnecessary finish requirements.
- Have you handled similar materials or geometries: This matters more than hearing that they “do aerospace” or “support medical.”
- Can you support revision control and documentation: Especially important when prototypes feed directly into validation or pilot builds.
If you're comparing providers, include at least one direct manufacturer and at least one managed platform. They solve different problems. A direct shop may offer better engineer-to-engineer communication. A managed platform may provide easier logistics and consolidated reporting.
What a weak supplier usually sounds like
Watch for these signals early:
- Everything is easy: No comments on tolerances, no DFM notes, no concern about wall thickness or tool access.
- Quotes come back with no assumptions: If the supplier doesn't state what material, finish, or inspection basis they used, the quote isn't complete.
- Inspection is described vaguely: “We check before shipping” isn't a quality plan.
- Advanced methods are presented as interchangeable: Experimental process capability isn't the same as qualified production capability.
A capable partner will often slow the project down slightly at the quote stage to prevent failure later. That's usually a good sign.
Your Project Workflow from DFM to Delivery
Most prototype problems start in the handoff, not on the machine. Engineers focus on geometry. Factories have to translate that geometry into tooling, setups, fixtures, inspection points, and shipment. That translation layer is where clean projects are won.
The biggest overlooked factor is the digital workflow. In medical 3D printing, the workflow begins with data acquisition, then digital processing, then additive manufacturing. The larger lesson applies across prototyping: poor CAD hygiene, weak file preparation, and sloppy revision control can create more delay than factory location (digital workflow in additive manufacturing).
Start with a visual map of the process:

Build the RFQ package like an engineer
A usable RFQ package usually includes:
- The 3D model in a neutral format if needed, plus native CAD when appropriate.
- A 2D drawing with critical dimensions, tolerances, thread callouts, datums if needed, and finish notes.
- Material and process requirements that are explicit, not implied.
- Quantity and target date so the supplier can recommend the right route.
- Notes on part purpose such as fit check, cosmetic sample, load test, or production-intent validation.
When the quotation comes back, don't just read the total. Read the assumptions. That's where the essential engineering conversation lives.
This short video is a useful companion if you want a quick visual walkthrough of prototype manufacturing flow:
Control the digital workflow before production starts
The DFM review is where a good supplier earns their keep. Expect comments on tool access, corner radii, draft, wall thickness, hole depth, print orientation, support marks, and inspection practicality. Respond to those comments in one controlled revision, not through scattered email fragments.
A disciplined workflow looks like this:
- Freeze revision naming: One released file set. No “final_final_v3.”
- Answer DFM comments line by line: Accept, reject, or clarify each point.
- Confirm the inspection basis: Decide what dimensions must be reported.
- Approve packaging for fragile parts: Thin fins, cosmetic surfaces, and clear parts often need extra protection.
- Align on shipping terms: If you're shipping into Canada, this overview of CBSA clearance for the region containers helps teams anticipate customs handling and document flow.
If the supplier and the buyer aren't looking at the same revision, every other control breaks down.
For teams that want direct support across CNC, 3D printing, vacuum casting, and sheet metal under one supplier workflow, LC Proto is one example of a the region-based option that starts projects with DFM review and follows with in-process and final inspection. Whether you use a direct factory like that or a managed sourcing platform, the important thing is owning the workflow, not just the quote.
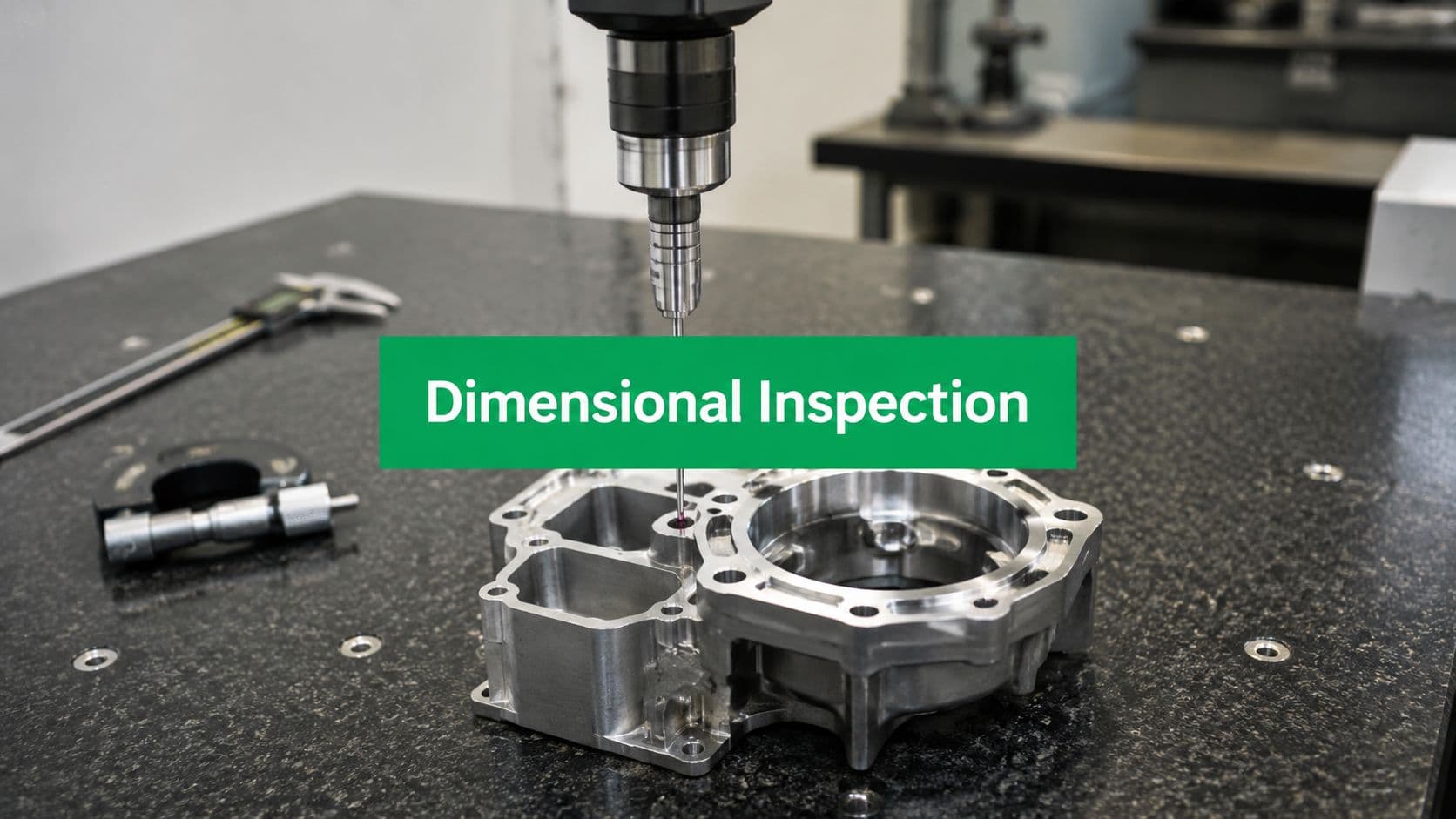
Managing Quality Control and IP Protection
Quality control and IP are the two subjects that usually make first-time buyers nervous. Both are manageable when you treat them as operating systems instead of trust exercises.
Quality control that actually helps
A useful quality plan has stages. It doesn't start at final packing.
In-process checks matter because they catch drift before the full batch is complete. For machined parts, that may mean checking an early piece after setup, then verifying critical features after tool changes or secondary operations. For printed or cast parts, it means checking more than overall shape. You also need to look at warpage, support impact, shrink behavior, and surface consistency where those affect fit.
Final inspection should match the purpose of the prototype. If your part is for visual approval, the report should address cosmetic criteria. If it's for assembly or function, the report should focus on mating features, hole sizes, flatness where needed, and any datums tied to real interfaces.
Ask for these before production starts:
- Inspection scope: Which dimensions will be measured and reported
- Inspection method: Calipers, height gauges, CMM, thread gauges, visual standard, or scanner
- Material evidence: If material identity matters, ask what documentation is available
- Nonconformance handling: What happens if one key dimension misses spec
A prototype can be “good” and still be useless if the report doesn't tell you whether the critical features passed.
IP protection as a process not a promise
NDAs matter, but they're only one layer. Practical IP protection starts with supplier selection and information control.
Use a supplier with an established business presence, a repeatable quoting process, and clear file handling. Limit file distribution. Send only what each supplier needs for the work they're doing. On sensitive programs, some teams split work across suppliers so no single vendor sees the complete assembly.
Also think about internal discipline. Loose revision control is an IP risk as much as a quality risk. When files get forwarded casually between procurement, engineering, and vendors, the exposure grows. The simplest protection measures are often the most effective: controlled file release, named points of contact, documented approvals, and clear ownership of supplier communication.
Sample Timeline and Pre-Production Checklist
Most first projects go better when the buyer has a working timeline in mind. Not a promise, but a planning frame. For a moderately complex machined part, the flow below is a useful way to think about the work.

A realistic sample timeline
Day 1
You send the RFQ package. The supplier reviews geometry, material, finish, and any obvious manufacturability issues.
Day 2 to Day 3
Quotation and DFM feedback come back. At this stage, strong projects separate themselves from rushed ones. You review not just cost, but assumptions, proposed edits, and inspection scope.
Day 4
You approve the quotation, settle the DFM points, and release the purchase order.
Day 5 to Day 6
Material is allocated or procured. CNC programming, setup planning, and fixture preparation happen in parallel.
Day 7 to Day 10
Machining begins. Early-piece checks catch setup issues before the full run moves ahead.
Day 11
Surface treatment, deburring, cleaning, and final QC are completed.
Day 12
Packaging and dispatch.
That timeline works only when the input package is clean and the part is suited to the chosen process. If the design is unstable, the timeline stretches at the quote stage first.
Pre-production checklist
Run through this before you ask for a final quote:
- Files are controlled: Final CAD and drawing revisions match.
- Material is defined: Grade, color, hardness, or resin family aren't left open to interpretation.
- Finish is specified: Cosmetic expectations are clear, including which surfaces matter.
- Critical dimensions are marked: Don't expect the supplier to guess what matters most.
- Threads and inserts are called out: Include standards and depths.
- Assembly use is explained: If the part mates with another component, say so.
- Quantity is confirmed: Process choice often changes with quantity.
- Delivery expectations are realistic: Build in time for review, not just fabrication.
- Inspection needs are agreed: Decide whether you need a basic check or a more formal report.
- Shipping destination is known: Customs, duties, and routing should be planned before dispatch.
A smooth rapid prototyping the region project usually looks uneventful from the outside. That's the point. The engineer asks clear questions, the supplier answers with concrete assumptions, the DFM loop is short, and the part arrives ready to teach you something.