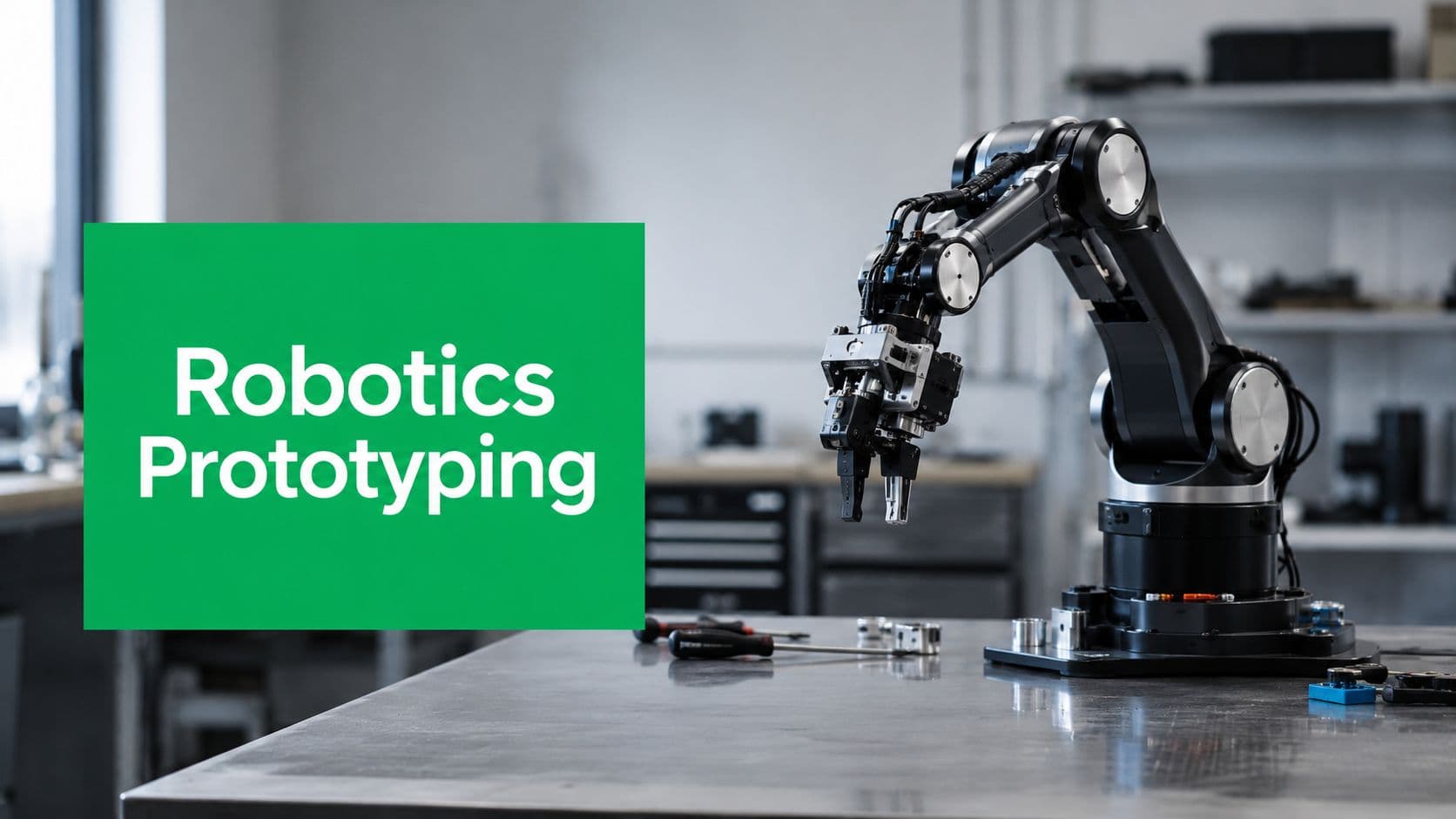
Master robotics prototyping. Compare CNC, 3D printing, select materials & learn DFM best practices to build better robots faster.
Early prototypes fail for predictable reasons. The problem is not usually the concept. It is that the first build was only tested for motion on a bench, not for the loads and conditions the robot will see once it leaves the lab.
A robot that completes a demo cycle once is still unproven. Real performance depends on whether the structure holds alignment under vibration, whether brackets stay rigid after impact, whether heat changes fit and sensor position, and whether cables, fasteners, and joints survive repeated movement without drifting out of spec.
That is where expensive rework starts.
I see the same pattern in first-generation robotics programs. The CAD model looks right, the kinematics check out, and the assembly goes together. Then the physical prototype exposes what the screen could not. A wrist binds near end of travel. A sensor mount shifts under vibration. A printed housing creeps after repeated loading. A nominally tight assembly changes behavior across temperature swings.
Good robotics prototyping is not just about getting to a working build quickly. It is about finding durability, tolerance, and assembly problems while design changes are still affordable. Teams that treat the prototype as a stress-tested learning tool reach a stable product faster, with fewer redesign loops and fewer surprises in pilot builds.
Table of Contents
- Start with the question your prototype must answer
- Match fidelity to risk, not to ego
- How each process fits real robotic parts
- Robotics Prototyping Method Comparison
- Choose materials for the load path and the environment
- Tolerance strategy decides whether the robot stays accurate
- The workflow that avoids expensive rework
- What to ask before sending files
- What a strong supplier relationship looks like
Why Robotics Prototyping Is More Critical Than Ever
Automation spending is rising across manufacturing, logistics, defense, and healthcare. That growth creates more opportunity, but it also makes hardware mistakes more expensive. A weak prototype phase can burn months on redesign, delay integration, and push reliability problems into field testing, where they cost far more to fix.
In robotics, failure usually starts as drift, looseness, heat, and fatigue. A bracket survives bench testing, then cracks after repeated vibration. A sensor mount holds position at room temperature, then shifts after thermal cycling. A gearbox housing looks fine in CAD, but impact loads from real handling open up tolerances and change alignment. These are common prototype failures, and they rarely show up in a clean lab demo.
Robotics prototyping should not be treated as simple part-making. It is a risk-reduction process that exposes where the physical robot deviates from the CAD model, especially once vibration, impact, cable loads, fastening cycles, and temperature swings enter the system.
That matters early. A manipulator that picks accurately for 50 cycles on the bench may lose repeatability after 5,000 cycles if the structure relaxes, the joints wear in, or the fasteners settle. A mobile robot may drive well on smooth concrete, then develop electrical and mechanical faults after curb strikes, trailer transport, or repeated threshold impacts. If the prototype only proves basic function, those problems stay hidden until the project is expensive and crowded with dependencies.
The better approach is to force realistic abuse into the build plan. Run loaded motion, not just free motion. Check alignment after fastening and re-fastening. Measure what heat does to fit and sensor position. Test housings and mounts for the way the robot will be shipped, handled, and serviced.
Early builds often combine CNC parts, sheet metal, and additive parts because each method answers a different question. For quick packaging checks and fixture concepts, teams often use 3D printing applications for prototype development, then switch critical load-bearing and precision features to processes that better represent production behavior. That mix shortens learning cycles without pretending every prototype part will survive real duty.
The teams that develop faster are usually the ones that find durability problems before full integration. They isolate the load path, the mounting scheme, the thermal exposure, and the wear points first. Then they build around what the robot can survive, not just what it can do once on a bench.
Defining Your Prototyping Goals and Fidelity
Before choosing CNC machining, SLS, sheet metal, or anything else, define what the prototype must prove. Most wasted budget in robotics prototyping comes from building the wrong kind of prototype at the wrong time. Engineers often jump straight to something that looks close to a production robot, when a narrower test article would have answered the question sooner.

Start with the question your prototype must answer
A prototype usually falls into one of three practical categories:
- Looks-like prototype. Use this when you need to evaluate envelope, operator access, cable routing space, basic packaging, or industrial design.
- Works-like prototype. Use this when motion, stiffness, load path, sensor placement, or control behavior is the main risk.
- Production-intent prototype. Use this when you need to validate assembly strategy, serviceability, tolerance stack-up, and manufacturability with parts closer to final materials and processes.
The mistake is treating all three as the same project. They are not.
If you're developing a robotic gripper, a looks-like model may be enough to check jaw geometry, operator clearance, and camera line of sight. But if the gripper must maintain repeatable alignment under repeated clamping, then you need a works-like prototype with realistic pivots, fasteners, and contact surfaces. If your next decision depends on assembly time, replacement of wear parts, or whether the housing can be built consistently, then you need a production-intent build.
Match fidelity to risk, not to ego
Robotics prototyping works best when the system is split into independently testable subsystems and the highest-risk behavior is validated first. SendCutSend's guidance on robotics prototype strategy makes that point clearly, especially for complex motion and payload handling near the edge of the robot's range. That's sound engineering because rework is cheaper before full integration.
A practical breakdown might look like this:
- Motion subsystem first. Build the arm, lift, or drive module with representative mass and motor mounts.
- Interface second. Test brackets, adapter plates, tooling plates, and end-effector mounting faces.
- Packaging third. Add covers, wiring routes, connectors, and service-access features after the motion hardware behaves.
- System integration last. Bring controls, sensors, and enclosure details together only when the mechanical unknowns are narrowed.
**Practical rule:** If one part can fail for five different reasons, the prototype is too integrated.
That's also why hybrid builds are common. One subsystem may need machined aluminum for stiffness and true positional accuracy, while another may only need printed plastic to confirm form and access. For teams still deciding where additive methods fit, this overview of 3D printer applications in product development is a useful reference point.
The point of fidelity is focus. Build only enough reality into the prototype to answer the next critical question with confidence.
Comparing Prototyping Methods for Robotic Components
No single process is right for an entire robot. Good robotics prototyping mixes methods based on what each part must do. Structural parts care about stiffness, alignment, and fastener integrity. Covers and ducts care about geometry and fit. Brackets may need speed more than cosmetic finish. The right process depends on where the part sits in the assembly and what failure would cost you.
How each process fits real robotic parts
CNC machining is the default for high-precision structural components. Use it for motor mounts, gearbox plates, bearing housings, joint blocks, tooling interfaces, and frame members that control alignment. If a part locates shafts, bearings, rails, or sensors, CNC is often the safe choice because the process supports tight dimensions, stable datums, and good surface finish where fits matter.
SLA and SLS 3D printing help when geometry is complex or the learning goal is fast iteration. SLS is useful for lightweight housings, cable guides, custom sensor mounts, and end-effector shells with internal features. SLA is better when you need fine detail or smoother surface finish, such as optical covers, compact enclosures, or visibility for assembly checks. Neither should be treated automatically as a substitute for machined structural parts in load-bearing locations.
Sheet metal fabrication fits chassis panels, battery trays, equipment guards, electronics enclosures, and large covers. It's often the most efficient way to create broad, lightweight structures with bends, mounting flanges, and removable service panels. In mobile robots, sheet metal can save time if the design is built around bends and standard fastening, rather than trying to force it to behave like a thick machined frame.
Vacuum casting works when you need a small batch of plastic parts that look closer to end-use components than rough prototypes. It's useful for housings, covers, grips, and non-structural casings when teams need several units for internal testing, demos, or fit checks across multiple builds. It won't replace production molding, but it can bridge the gap between one-off prints and tooling.
Low-volume injection molding starts making sense when the design is stabilizing and you want to validate production-intent plastic behavior, repeatable assembly, or field-test units with more realistic molded parts. It requires more discipline in draft, wall thickness, and feature design. That extra discipline can be valuable because it exposes manufacturability issues early.
Here's the trade-off engineers often miss: the fastest process for one part can slow down the whole project if it hides an important failure mode. A printed bearing block may arrive quickly, but if creep, surface wear, or poor bore accuracy changes the mechanism's behavior, you've learned the wrong lesson.
For robotic assemblies, prototype the function at the fidelity the load path demands, not at the fidelity your rendering software makes easy.
Robotics Prototyping Method Comparison
| Method | Best For | Common Materials | Key Advantage | Key Limitation |
|---|---|---|---|---|
| CNC Machining | Motor mounts, bearing housings, joint plates, structural frames, tooling interfaces | Aluminum, steel, brass, engineering plastics | Strong dimensional control and good mechanical performance | More expensive for complex cosmetic volume and internal geometry |
| 3D Printing SLA | Visual models, detail-rich housings, fit checks, light-duty covers | Photopolymer resins | Fine detail and fast turnaround for design iteration | Material behavior may not represent end-use parts under load or heat |
| 3D Printing SLS | End-effector housings, cable guides, ducts, lightweight enclosures | Nylon and similar powder-based polymers | Complex geometry without tooling, good for functional plastic forms | Surface finish and precision may require secondary work for critical interfaces |
| Sheet Metal Fabrication | Chassis, enclosures, trays, guards, brackets, service panels | Aluminum, steel, stainless steel | Efficient for large, lightweight parts with bends and flanges | Design freedom depends on bend rules, fastening strategy, and flat-pattern logic |
| Vacuum Casting | Small batches of housings, covers, grips, demo units | Cast polyurethane systems | Useful bridge between one-off prototype and molded appearance | Not ideal for high-load precision parts |
| Low-volume Injection Molding | Production-intent plastic parts, pilot builds, repeated assembly trials | Thermoplastics such as ABS, PC, POM and others | Better path to repeatability and scalable part behavior | Upfront tooling and DFM discipline are required |
A practical selection pattern works well in early-stage robots:
- Use CNC where alignment controls performance. Joint faces, motor mounts, bearing seats, and rail interfaces belong here.
- Use SLS where geometry creates value. Sensor covers, air channels, wire guides, and low-load end-effector bodies are common wins.
- Use sheet metal for area parts. Chassis sides, lids, trays, and mounting panels are usually faster and cleaner in bent metal.
- Use molded or cast plastics later. Bring these in when geometry is settling and you need repeatability across multiple units.
That mix is what keeps a prototype honest. You aren't just trying to make parts quickly. You're trying to learn the right things quickly.
Guidance on Materials and Tolerances for Durability
A robot can pass a benchtop demo and still be mechanically fragile. Durability problems usually come from two places at once: the wrong material in the wrong environment, and tolerance decisions that ignore how the assembly moves, heats up, loosens, and wears over time.

Choose materials for the load path and the environment
Material choice in robotics prototyping should follow function, not habit. Aluminum is often a practical frame and mount material because it machines well and balances stiffness with weight. Higher-strength aluminum can be attractive for heavily loaded links or compact structural parts, but it also changes machining behavior, cost, and sometimes corrosion strategy. Steel makes sense where wear, thread durability, or impact resistance dominate. Engineering plastics earn their place when you need low weight, reduced friction, electrical isolation, or compliant features.
The common mistake is assigning a material based only on static strength. Real robots see repeated fastening, vibration, shock loads, cable pull, thermal change, and local wear at interfaces. That means the better question is not “Will this part survive one load case?” It's “Will this part hold alignment and function after repeated use in the actual environment?”
A few practical examples:
- Bearing and shaft support parts often need dimensional stability and good interface quality more than visual polish.
- Covers and non-load housings can often move to plastics to save weight and speed up iteration.
- Sliding or wear-prone interfaces may need a plastic with better wear behavior than a general-purpose printed resin.
- Outdoor or factory-floor robots may push you toward materials and finishes that better tolerate moisture, debris, cleaning fluids, or heat swings.
For teams moving structural parts toward tighter process control, this guide to CNC machining for precision components is relevant because durability often starts with stable geometry.
Tolerance strategy decides whether the robot stays accurate
Many durability failures are really tolerance failures in disguise. The assembly works in the lab because everything is clean, cool, and newly assembled. Then vibration shifts a mount, thermal change closes a clearance, or repeated cycling reveals that a stack-up had no real margin.
A recent research perspective noted that many discussions of robotic iteration don't give enough practical guidance on validating tight-tolerance assemblies under vibration, impact, or thermal drift, and that the highest-value prototype often isolates failure modes so engineers can measure where precision is lost in stack-ups, joints, or mounting interfaces, as described in this IASS paper on iterative physical prototyping limits and insights. That aligns with what shows up on real builds.
Don't ask for tight tolerances everywhere. Ask for control at the datums, interfaces, and moving relationships that decide robot behavior.
Use GD&T and tolerance notes to control function, not to decorate drawings. Focus on:
- Datum strategy. Define where the part locates in the assembly.
- Critical fits. Bearing bores, shaft locations, rail mounts, and sensor interfaces need intentional control.
- Flatness and perpendicularity. These often matter more than a globally tight profile on structural faces.
- Fastener interfaces. Clearance holes, thread engagement, and clamped faces need enough realism to survive repeated service.
When validating durability, isolate likely failure points instead of building one beautiful monolith. Test the bracket that carries the shock. Test the mount that sees thermal growth. Test the joint stack where backlash or misalignment can accumulate. Those are the prototypes that prevent late surprises.
A Step-by-Step Robotics Prototyping Workflow
Robotics projects usually go off track in the handoff moments. The CAD is finished, but manufacturability wasn't checked. The parts arrive, but the assembly order creates interference. The mechanism works unloaded, but the structure was never evaluated under realistic conditions. A clean workflow prevents those misses.

The workflow that avoids expensive rework
Use a sequence that forces decisions at the right time.
- Build the CAD around interfaces first
Start with motion envelopes, motor and gearbox interfaces, bearing geometry, sensor mounting faces, cable paths, and service access. Cosmetic enclosures come later. If the assembly architecture is vague, the prototype will hide problems instead of exposing them.
- Run a DFM review before release
Check internal radii for machined pockets, wall thickness for printed or molded parts, bend feasibility for sheet metal, and the accessibility of tools during assembly. DFM also catches over-tolerancing, hard-to-inspect geometry, and features that create unnecessary cost.
- Use simulation before cutting material
A practical strategy is to combine physical builds with simulation. This engineering discussion of FEA, motion analysis, and software prototyping in robotics highlights why. FEA helps estimate structural behavior under load before fabrication. Motion analysis and control prototyping help expose kinematic or logic issues before hardware integration.
- Fabricate by subsystem, not by full assembly
Release the arm, base, gripper, enclosure, and fixture components in waves if possible. That lets you test the motion system while cosmetic or packaging parts are still being refined.
- Assemble with measurement in mind
During assembly, track where shimming, slot adjustment, or hand fitting becomes necessary. Those are signals that the design or tolerance strategy needs work.
A broad overview of this discipline is covered well in this rapid prototyping guide for engineering teams, especially if you're trying to connect design speed with manufacturable decisions.
A good build log records what needed force, what needed rework, and what only fit in one exact order. Those details matter more than pretty prototype photos.
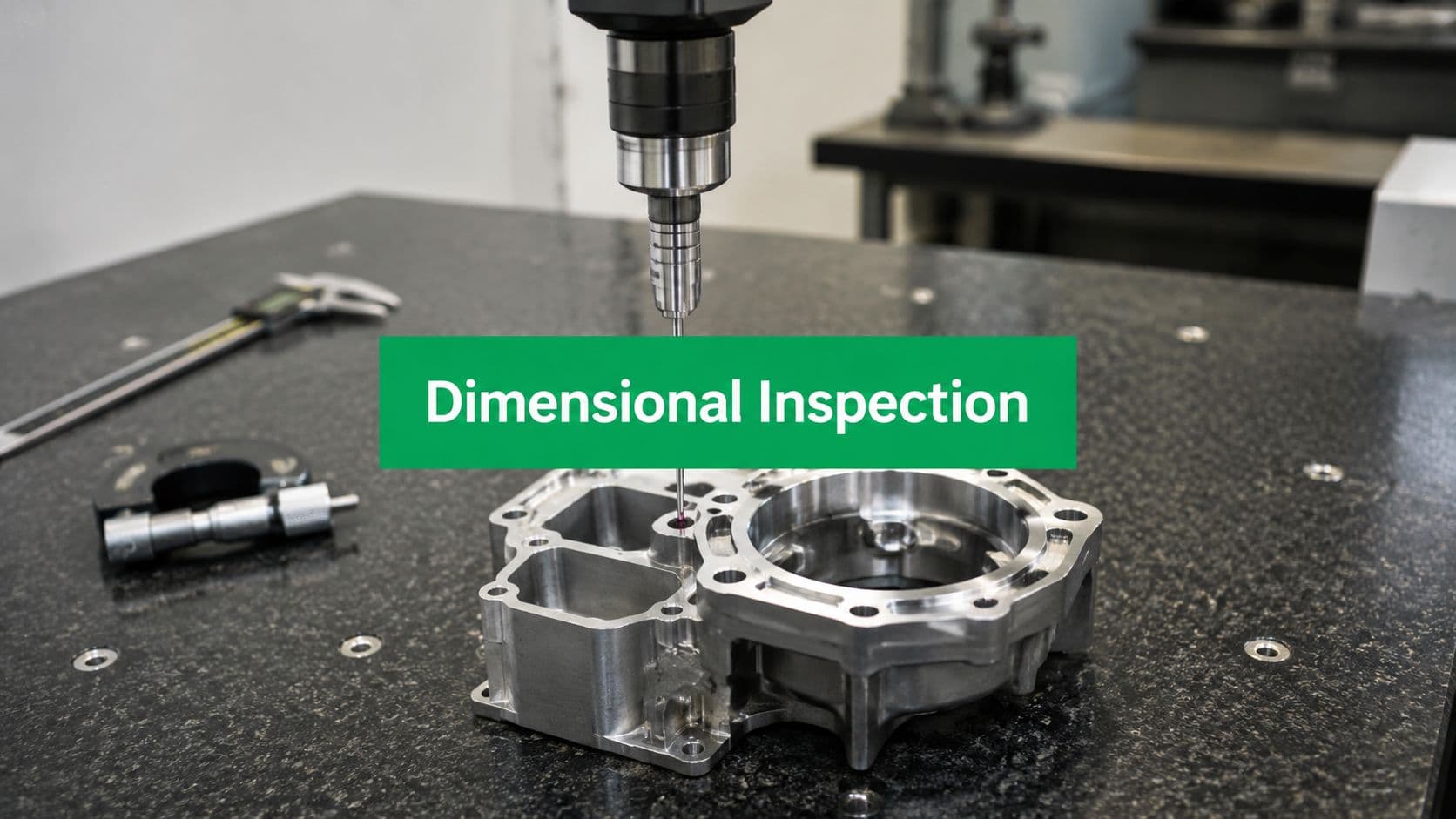
Inspection closes the loop
Testing a robot without measuring the parts is how false conclusions spread through a project. If the prototype performs poorly, you need to know whether the design is wrong or the fabricated geometry drifted from intent.
Use inspection intentionally:
- Check critical datums first. Mounting faces, bearing locations, shaft centers, and rail interfaces decide most of the assembly behavior.
- Compare actual to nominal on suspect parts. If one axis binds, inspect the faces and hole relationships around that motion chain.
- Use scan data or CMM data where geometry is dense. This is especially helpful on machined joints, cast forms, or mixed-process assemblies.
- Feed findings back into the next revision. Inspection is not the end of the process. It's part of the next design decision.
The strongest robotics prototyping workflow isn't flashy. It's disciplined. Each step removes one class of uncertainty before the next one gets expensive.
How to Evaluate a Rapid Prototyping Supplier
Choosing a supplier for robotics prototyping isn't just a purchasing task. You're choosing how much engineering risk you want to carry alone. The wrong supplier can make a decent design look bad through poor process choice, weak communication, or inconsistent execution. The right one will challenge a drawing when needed, hold the dimensions that matter, and help you learn faster.

What to ask before sending files
Start with capability, not price.
- Process fit. Can they handle the mix your robot needs, such as CNC for precision interfaces, sheet metal for enclosures, and additive for fast plastic iterations?
- Tolerance discipline. Ask how they review critical dimensions and whether they push back on drawings that are too loose in the wrong place or too tight everywhere.
- Inspection method. For robotic assemblies, generic “we inspect parts” isn't enough. Ask what they inspect, how they inspect it, and whether they can verify geometric relationships that affect assembly behavior.
- Engineering feedback. Good suppliers don't just quote. They flag inaccessible tools, unstable features, risky wall thicknesses, or assemblies that will require hand fitting.
- Material understanding. They should be comfortable discussing the practical difference between prototype materials and production-intent materials.
What a strong supplier relationship looks like
A strong supplier relationship feels like working with an extension of your build team. Communication is specific. Questions arrive early. The quote reflects the design's real manufacturing needs, not generic assumptions. If a drawing is likely to create avoidable cost or unreliable function, they say so before production.
If a supplier never questions your model, they may not be looking closely enough at how the robot will actually be built.
It also helps to look for operational maturity. Clear quality systems, repeatable inspection, reliable scheduling, and responsiveness matter because robotics projects change quickly. You need a supplier who can support one-off prototypes, then low-volume bridge builds, without turning every revision into a reset.
For robotics work, the best supplier is usually not the one who promises the lowest price. It's the one who helps you avoid building the wrong part correctly.
Conclusion From First Part to Final Product
Plenty of robotics prototypes work on the bench and fail the moment they see vibration, a hard stop, repeated impact, or a few hot-cold cycles. That gap is where schedules slip and redesign costs show up.
Successful robotics prototyping is a validation strategy built around failure modes, not a list of parts to order. The strongest teams reduce uncertainty in stages. They test the interfaces that loosen, the mounts that crack, the joints that drift, and the assemblies that stack small tolerance errors into real motion problems.
Lab function is only the first checkpoint.
A prototype that hits its motion target for a short demo can still be the wrong design if it cannot hold alignment after transport, survive fastening loads during service, or maintain fit across temperature swings. In practice, those are the issues that separate a promising prototype from a product you can ship with confidence.
One useful habit is to define the abuse case earlier than feels necessary. Set the expected vibration, shock, duty cycle, ambient temperature range, and maintenance events before the first serious build. That changes material choices, wall thickness, joint design, fastener strategy, and inspection priorities while changes are still cheap. It also prevents a common robotics mistake: optimizing for speed and appearance, then discovering late that the structure cannot survive real use.
The best final check is simple. Before releasing parts, ask one hard question about every critical component: what will make this fail after 100 hours in service, not 10 minutes in the lab? If the team cannot answer that clearly, the prototype is still teaching you something important, and that is exactly the point.