A complete guide to tight tolerance machining. Learn to select processes, design for manufacturability (DFM), and manage costs for precision parts.
You send out a drawing for a clean-looking assembly. The model closes perfectly. The tolerances seem disciplined. Then the first hardware comes back, and one part won't seat, another binds during motion, and the fastener pattern is just far enough off that the team starts blaming the machine shop.
Most of the time, the shop didn't “miss the print” in any simple sense. The assembly failed because the drawing treated precision like a number instead of a system. Size, position, flatness, setup strategy, material movement, inspection method, and temperature control all interact. If those aren't aligned, even a part that looks good on a bench can fail in the build.
That's why tight tolerance machining deserves a more practical discussion than the usual definition. The question usually isn't whether a supplier can machine something tightly. It's whether the tighter requirement improves function enough to justify the added setup work, slower machining, harder inspection, and higher risk of scrap. Good engineering starts there.
Table of Contents
- Tolerance is a functional window
- GD&T is how engineers describe real fit
- Why the process matters more as the window shrinks
- What each process is good at
- What works and what usually does not
- Machine accuracy on paper versus in production
- Tooling and fixturing decide a lot
- Temperature is not a background detail
- Material stability changes the result
- Heat treat and finishing can move the part
- Selective tolerancing is the professional move
- A quick DFM checklist for design reviews
- If you cannot measure it, you cannot buy it confidently
- When tighter tolerance is not worth it
- How to source a supplier for critical tolerance work
Introduction Why Precision is More Than a Number
A failed assembly often starts with a completely reasonable decision. One designer tightens a hole location. Another tightens a pocket width. A third adds a strict thickness callout because the part “should be precise anyway.” None of those choices looks dangerous alone. Together, they create a stack of limits that the assembly has to survive at the same time.
That's the first reality of tight tolerance machining. Precision isn't the same as a small dimension on a drawing. It's the ability to make the right features, in the right relationship to each other, repeatedly enough that parts assemble and perform without sorting, hand fitting, or rework.
A shaft that measures correctly but runs out relative to its bearing seat is not a precision part. A face milled to size but out of true position to a bolt pattern is not a precision part either. The assembly only cares about function.
Tight tolerance work succeeds when the drawing captures functional intent, the process minimizes opportunities for error, and inspection verifies what actually matters.
Teams get into trouble when they ask for “very tight” tolerances everywhere and then act surprised when cost rises and lead time stretches. Shops respond by adding setups, slowing cutting conditions, using more specialized tooling, and spending more time in inspection. Those actions can be justified. They can also be completely wasteful if the tighter band doesn't improve fit, sealing, alignment, or motion.
That trade-off is where experienced design and manufacturing teams separate themselves. They know when to demand more precision and when to leave enough manufacturing freedom for the supplier to make good parts efficiently.
Understanding Tight Tolerance Fundamentals
A lot of confusion starts with the word “tolerance” itself. Engineers know the formal meaning, but drawings still get treated as if the nominal dimension is the part. It isn't. The nominal is the target. The tolerance is the acceptable window around that target.
Tolerance is a functional window
A simple way to think about it is a key and a lock. The key isn't defined only by one width. It also has to align, enter, rotate, and transmit motion. If the width is acceptable but the profile is wrong, it still fails. Machined parts behave the same way.
In practice, industry guidance describes tight tolerance machining as commonly held around ±0.0005 in (±0.0127 mm) or better, while some precision manufacturing guides cite capabilities down to ±0.000050 in when inspection and process control are exceptionally strong, as noted in this precision manufacturing discussion of tight tolerances.

Those numbers matter, but the more important lesson is what happens as the window gets smaller. The same amount of tool deflection, spindle growth, or setup variation that was harmless at a broader tolerance can consume a large share of a narrow one. That's why experienced machinists don't talk about tight tolerance work as just “running accurately.” They talk about process control.
GD&T is how engineers describe real fit
Basic plus/minus tolerancing only tells part of the story. Assemblies fail because of form, orientation, and location problems just as often as because of simple size errors.
That's where GD&T earns its place. It gives the team a language for telling the shop what must be controlled:
- Form controls deal with shape. Flatness and roundness fall here.
- Orientation controls define how features relate in angle. Parallelism and perpendicularity are common examples.
- Location controls govern where features sit relative to datums. True position is the workhorse for hole patterns and interfaces.
- Profile controls help when the whole contour matters more than any one local dimension.
A common drawing mistake is overusing plus/minus dimensions to force positional relationships indirectly. That usually creates ambiguity. It also makes inspection harder because different people may interpret what the feature really needs to do.
**Practical rule:** If the part must locate, seal, rotate, slide, or mate to another component, describe that requirement with datum structure and GD&T rather than trying to trap it with a pile of linear tolerances.
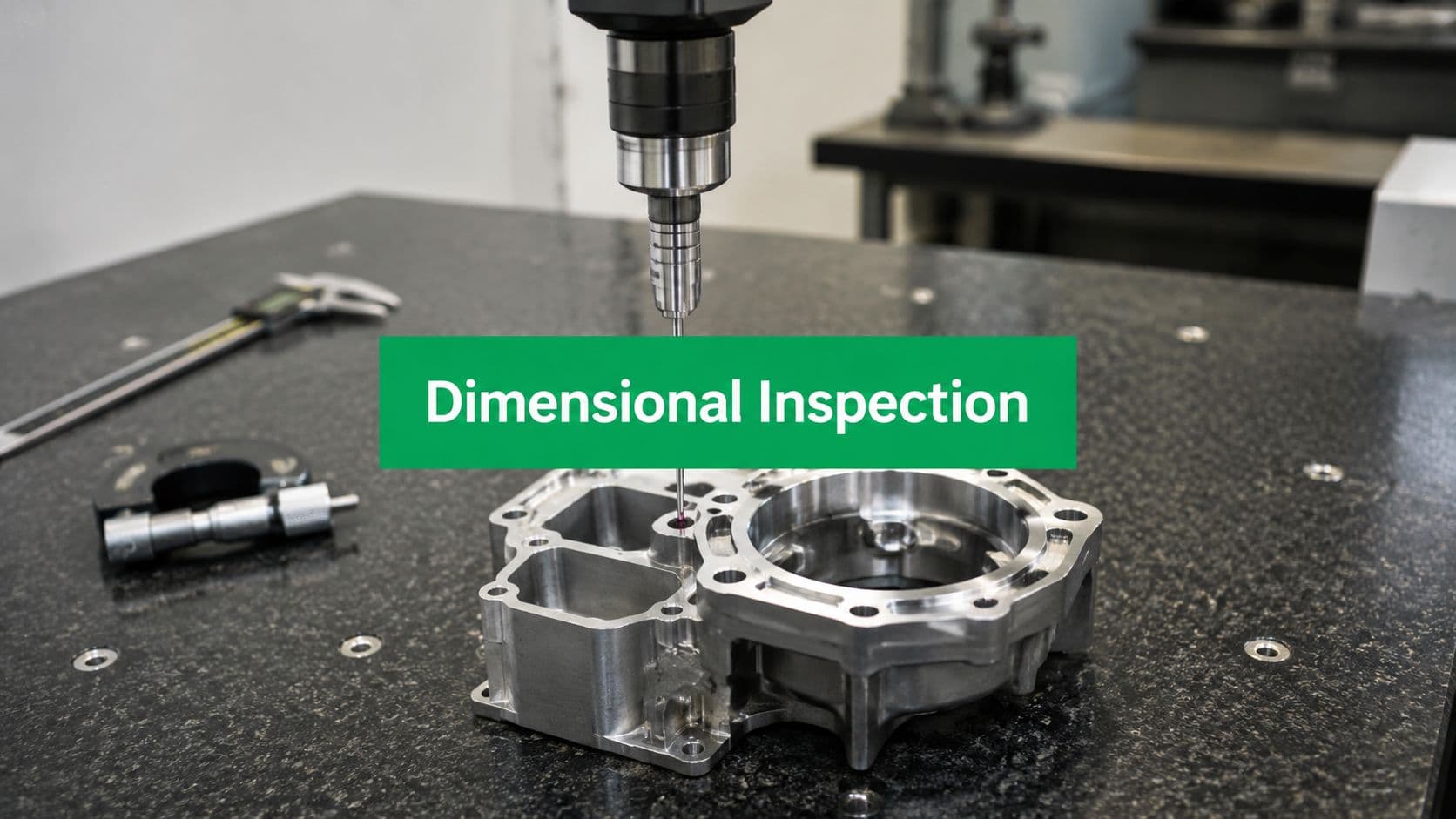
Later in the process, this matters even more because metrology equipment has to verify the requirement you wrote, not the one you meant.
A quick visual can help align the team on the vocabulary before you release a drawing.
Why the process matters more as the window shrinks
At standard tolerance levels, many shops can machine a part successfully with ordinary setup discipline. At tight levels, the process itself becomes part of the dimension. Thermal compensation, tool wear monitoring, multi-axis capability, and inspection planning all affect whether the result stays repeatable.
That's why the best question in a design review isn't “Can someone make this?” It's “What would a stable process for this feature look like?” If the answer involves extra handling, difficult access, long tool reach, or awkward datums, then the tolerance may be technically possible but operationally fragile.
A useful mental model is this:
| Dimension type | What usually matters most |
|---|---|
| Simple size on an accessible feature | Machine stability and tool condition |
| Feature-to-feature relationship | Setup count and datum strategy |
| Complex geometry | Multi-axis path control and inspection method |
| Micron-scale verification | Metrology capability and environmental control |
Good tolerance decisions start with function, but they only become manufacturable when the process can support them repeatedly.
Choosing Your Precision Machining Process
Engineers often ask which process is “most accurate.” That's usually the wrong question. The better one is which process can hold the needed relationship on your geometry, in your material, with the fewest opportunities for error.

What each process is good at
3-axis, 4-axis, and 5-axis CNC milling are the default answer for many prismatic parts. The big advantage, especially with 5-axis work, is fewer setups. Every time a machinist removes and reorients a part, the chance of positional error rises. If several critical faces and bores can be reached in one clamping, feature relationships usually improve.
CNC turning dominates when the geometry is rotational. Shafts, bushings, seats, and concentric diameters are natural lathe work. If the critical requirement is coaxiality between turned features, forcing the part into a milling process usually adds complexity without benefit.
Wire EDM becomes valuable when geometry defeats conventional cutting. Sharp internal corners, thin ribs in conductive materials, and hardened components are classic examples. EDM is slower and usually more expensive per part, but sometimes it's the cleanest way to protect geometry that milling would distort or leave with unavoidable tool-radius limitations.
Precision grinding is what many teams need after they've pushed milling or turning as far as practical. If the requirement is extremely fine control of a surface, diameter, or flatness, grinding is often the finishing process that makes the tolerance and finish achievable together.
A practical selection view
Use process choice as a way to remove risk, not as a badge of sophistication.
| Process | Best fit for tight tolerance work | Typical trade-off |
|---|---|---|
| CNC milling | Prismatic parts, multi-face relationships, complex pockets | Extra setups can hurt location accuracy if access is poor |
| CNC turning | Round parts, concentric features, seal diameters | Secondary milled features can complicate datum transfer |
| Wire EDM | Conductive materials, sharp internal geometry, hardened parts | Slower throughput and higher cost |
| Grinding | Finishing critical surfaces and diameters | Usually a secondary step, not a full-part solution |
The process chain matters too. A part might be milled for most geometry, heat treated, then ground on critical faces. Another might be turned, then wire cut for a specialized slot. The right answer is often a sequence, not a single operation.
For prototype and bridge programs, this also ties directly to batch size and setup strategy. Teams comparing production approaches often benefit from this overview of low-volume CNC machining options and trade-offs.
What works and what usually does not
What works is matching the process to the functional requirement.
- Use 5-axis milling when it reduces re-clamping on parts with multiple critical orientations.
- Use turning first when the part's truth starts from a central axis.
- Use EDM selectively when tool radius, cutting force, or hardened material makes conventional machining the wrong fit.
- Use grinding at the end when the critical feature is a finish dimension, not a roughing target.
What usually doesn't work is trying to force one machine type to do everything because it seems simpler for procurement. A part can be “made complete” in one process and still be less reliable than a part that uses two processes well.
Another common mistake is selecting a process based only on the smallest nominal tolerance on the print. A better selection method looks at these questions:
- Which features control assembly function?
- Can those features be made from the same datum scheme?
- How many times must the part be re-clamped?
- Will the material state change after machining?
- How will the critical callouts be inspected?
The cheapest process on a line-item basis can become the expensive one once extra setups, difficult inspection, and scrap risk show up.
A supplier who can explain the process choice in those terms is usually thinking about part quality, not just machine availability.
The Hidden Factors Machine, Tooling, and Environment
Two shops can own similar machines and deliver very different results. The difference usually comes from how they control the supporting conditions around the cut.
Machine accuracy on paper versus in production
A machine tool's brochure accuracy doesn't tell you what happens after hours of spindle use, repeated thermal cycling, tool changes, and real workholding loads. A stable process depends on more than the machine's nominal capability.
The main failure mode in tight work is drift. The machine may cut the first few parts acceptably, then dimensions start walking as heat builds, inserts wear, or the fixture settles. That's why serious precision work relies on calibration discipline, probing strategy, offset management, and process checks during the run.
A few practical warning signs usually show up before a part goes out of tolerance:
- Dimension drift by sequence: early parts and late parts don't behave the same way.
- Feature movement after unclamp: the setup looked correct until the part relaxed.
- Inconsistent results by machine or shift: same program, different output.
- Frequent manual offset chasing: the process depends too much on operator rescue.
Tooling and fixturing decide a lot
Tool deflection is easy to underestimate on a screen. Long-reach tools, thin walls, interrupted cuts, and hard materials all amplify it. If the cutter bends under load, the machine can be perfectly positioned and still remove material in the wrong place.
Fixturing creates the same problem from the opposite side. If the part isn't rigidly supported, it moves under cutting force or springs after release. Designers sometimes create this by leaving no good clamping surfaces, forcing the machinist into clever but fragile workholding.
A better design and process combination usually includes:
- Shorter tool reach where possible
- Accessible datum surfaces for repeatable location
- Rigid clamping without over-constraining thin sections
- Sequencing that leaves critical finishing cuts for the most stable stage
A machine can only cut what the tool can hold and what the fixture can restrain.
That's why “machine capability” by itself is rarely the limiting factor. Setup mechanics often decide whether a tolerance is routine or painful.
Temperature is not a background detail
Temperature control sounds like an operations detail until you start chasing small bands. Then it becomes central. Workpieces warm during machining. Spindles grow. Coolant conditions change. A part measured warm may not match the same part after it stabilizes.
For ordinary work, that may be manageable with common shop discipline. For very tight work, it becomes a process variable that must be controlled or at least accounted for. Shops handling this level of precision typically build routines around warm-up, measurement timing, and consistent environmental conditions.
What doesn't work is machining a precision feature in one thermal state and inspecting it in another without a plan. That's how teams end up arguing over whether the drawing, the machine, or the inspector is wrong.
How Materials and Treatments Impact Precision
A tight-tolerance part isn't only a geometry problem. It's also a material behavior problem. If the stock moves during machining or after a downstream process, the final part can miss function even when the machining step itself was well executed.
Material stability changes the result
Some materials cut predictably and stay put. Others relieve stress, absorb heat, or respond to moisture and clamping in ways that change the final shape. That's one reason “same geometry, same tolerance” does not mean “same manufacturing risk.”
Plastics are a common trap. A designer may assign a very strict tolerance because the feature is small and important, but some polymer parts can move after machining or inspection because the material is more sensitive to heat and environment than the drawing implies. Thin metal parts can create similar headaches when residual stress is released during stock removal.
The practical question isn't whether the material can be machined precisely for a moment. It's whether it will remain in that state long enough to assemble and perform.
Heat treat and finishing can move the part
Post-processing often changes the dimensional story. Heat treatment can distort a part. Surface finishing can add material. Deburring and polishing can alter edges or local geometry. If those effects aren't planned from the start, the team ends up chasing final dimensions with last-minute process changes.
Many prototype teams lose time. They validate a machined condition, then add hardening, anodizing, plating, or another finish later and discover that the original tolerance strategy no longer works. The issue wasn't bad machining. The issue was designing the tolerance without designing the full route.
A few examples of where this matters:
- Bearing fits and seal diameters can't be evaluated correctly if coating buildup hasn't been accounted for.
- Hardened tool steel features may need stock left for finish grinding after heat treat.
- Thin plates and frames may require balanced machining sequences to reduce stress release and warping.
A better planning sequence
When a part includes critical tolerance features and downstream treatment, start with the manufacturing sequence, not the drawing title block.
- Choose the material for stability as well as mechanical performance.
- Identify which features matter in the final condition.
- Decide whether those features should be roughed before treatment and finished after.
- Confirm that inspection will occur in the same condition that matters to assembly.
This approach changes conversations early. Instead of asking a supplier to “hold this tightly,” you're asking how the feature will survive the actual route the part must take. That's the right discussion.
Designing and Drawing for Manufacturability (DFM)
A drawing often looks safest right before it becomes expensive. The pattern is familiar. A design team adds tight plus/minus limits across the print to protect performance, the shop quotes extra setups and inspection time, and the part still comes back with open questions because the drawing never made the functional priorities clear.
That is the fundamental DFM problem in tight tolerance work. The issue is usually not whether a machine can cut the feature. The issue is whether the drawing tells the supplier which features justify the cost.
Selective tolerancing is the professional move
Good drawings separate function from preference. Put the tightest control on the features that govern fit, alignment, sealing, preload, or motion. Leave ordinary surfaces on ordinary limits. If every dimension is treated as critical, nothing is prioritized, and the shop has to protect everything as if it affects assembly.
That drives cost in predictable ways. More dimensions get checked. More features need stable fixturing. More operations get split up because the process has less room to absorb normal variation. The result is usually slower production, more inspection, and a higher chance that a nonfunctional dimension causes a rejection.
A useful design review question is simple: if this feature moved within a normal shop tolerance, would assembly, performance, or service life change? If the answer is no, a tighter callout is probably buying cost rather than function.
Over-tolerancing usually adds setup time, inspection time, and scrap risk before it adds product value.

What to put on the drawing
A manufacturable precision drawing does three things well.
First, it establishes datums that match how the part is located in the product, not just how it was easy to dimension in CAD. Second, it controls feature relationships directly when relationship matters more than size alone. Third, it avoids dimensioning schemes that stack error across multiple features and then force the machinist to solve that stack with extra setups.
For many machined parts, GD&T is the cleaner tool because it tells the shop what must be true at assembly. A hole pattern may not need unusually tight size limits, but it may need accurate position to a mounting face and pilot bore. Teams that need a better handle on that distinction should review practical GD&T examples for machined parts.
Here is the trade-off in plain terms:
| Drawing habit | Result in production |
|---|---|
| Tight plus/minus on every edge | More cost, unclear functional priority |
| Datum-based GD&T on key interfaces | Better communication of actual intent |
| Multiple reoriented critical features | More setup risk |
| Critical features grouped to one setup | Better positional control |
The setup point matters more than many drawings acknowledge. If two critical relationships can be machined from one orientation, the shop has a better chance of holding them consistently. If the print forces those relationships into separate clampings, tolerance capability drops and cost rises. That is not a supplier preference. It is basic process physics.
A quick DFM checklist for design reviews
Use this before releasing a part for quote or manufacture:
- Mark the true functional features: Identify the bores, faces, sealing lands, and hole locations that affect assembly.
- Reduce setup count: Rework the geometry or feature orientation so key relationships can be machined from fewer clampings.
- Open access for tools and probes: Deep narrow pockets, hidden corners, and blocked measuring paths make precision harder and verification slower.
- Keep standard features standard: Common hole sizes, reachable radii, and practical wall thicknesses give the shop more stable process options.
- Match the tolerance to the consequence: Tighten a callout only when failure would change fit, motion, sealing, load path, or calibration.
- Plan inspection with the drawing: If a feature is hard to reach with a probe or hard to reference repeatably, the tolerance may be more expensive than it looks on screen.
- Plan for the finished state: If heat treat or coating follows machining, tolerance the final condition, not an intermediate one.
A capable manufacturing partner can help at this stage if the review is grounded in process details. LC Proto, for example, starts projects with a DFM review and supports multi-axis CNC machining and inspection workflows for tight-tolerance parts. That matters when the discussion is about datum strategy, setup count, tool access, and how the part will be checked.
The best precision drawings are usually the quietest ones. They state what has to be controlled, show how the part should be referenced, and leave freedom everywhere else. That is how design teams answer the hard question correctly: when is a tighter tolerance not worth the cost? When it does not protect function enough to justify the extra machining, inspection, and schedule risk.
Verification and Sourcing The Economics of Precision
A drawing can call out a tight tolerance. A supplier still has to make it repeatably and prove it. That is where a lot of precision programs get expensive.
If you cannot measure it, you cannot buy it confidently
A common sourcing failure looks like this. The design team releases a part with a few aggressive callouts. Purchasing sends the RFQ to three shops. All three reply with very different prices, lead times, and inspection notes because each shop made different assumptions about how those dimensions would be checked.

That gap usually starts in metrology, not cutting. Calipers and micrometers still cover a lot of work, but they stop being enough once the feature is hard to reach, the datum structure is complex, or the tolerance is close enough that temperature, fixturing, and probing method affect the result. At that point, the supplier is pricing machine time, inspection time, fixture design, report requirements, and the risk of disagreement over what "in tolerance" means.
Inspection can also become the rate-limiting step. A feature that takes minutes to machine may take much longer to fixture, probe, verify, and document. If the part needs controlled inspection conditions or repeated checks between operations, the actual cost sits in quality workflow and schedule protection as much as in spindle time.
This is why vague RFQs create bad quote comparisons. If the package does not define functional datums, critical features, final material condition, or inspection expectations, each supplier fills in the blanks differently. The numbers come back looking comparable, but they are often priced against different manufacturing plans.
When tighter tolerance is not worth it
The right question is not "Can a shop hold this?" The right question is "What product failure does this tighter limit prevent, and is that benefit worth the added process control?" Epectec makes the same point in its design article on over-tolerancing and cost. Extra precision drives setup complexity, tool selection, inspection effort, and scrap risk. If it does not protect function, it is just cost.
A tighter tolerance usually does not pay for itself when:
- The feature does not control assembly or performance: It has no real effect on fit, motion, sealing, load path, alignment, or safety.
- Another control already covers the requirement: Position, profile, runout, or another GD&T callout already limits the failure mode.
- The measurement method is harder than the cut: The shop can machine the feature, but repeatable verification requires custom fixturing, slow probing, or disputed references.
- The process window is too narrow for the production volume: A prototype can be tuned by hand. Repeat production needs margin.
- Downstream variation is larger than the machining variation: Heat treat, coating, pressing, welding, or assembly stack-up will move the feature enough that the extra machining precision has little value.
In design reviews, I use three checks.
- Name the failure mode. If nobody can explain what goes wrong when the dimension drifts, the callout is probably too tight.
- Name the measurement method. If the team cannot describe how the supplier will inspect it, cost and risk are being guessed.
- Test a cheaper control. Ask whether standard tolerances, a different datum scheme, or a GD&T requirement would protect the function with less process burden.
Those questions cut through a lot of habitual over-tolerancing.
How to source a supplier for critical tolerance work
A good precision supplier does more than accept the print. The shop should explain how it intends to hold the feature, what process variables matter, and how it will verify repeatability across parts, not just on a first article.
Look for signs that the supplier is managing a process rather than chasing a one-off result:
- They ask what the part does in assembly.
- They challenge unclear or redundant callouts.
- They explain setup sequence, workholding, and likely distortion points.
- They distinguish prototype strategy from production strategy.
- They define the inspection path for each critical feature.
If your team wants a more quantitative way to discuss repeatability, it helps to understand how process capability index is used in machining decisions. You do not need formal capability studies on every part to benefit from the concept. It gives design, quality, and sourcing teams a shared way to ask whether a tolerance is comfortably inside the process or sitting on the edge.
The RFQ package should support that conversation. Include the current drawing revision, model, material, finish or heat-treat condition, annual volume assumption, and any dimensions that affect product performance. Add a short note on why a feature matters when the reason is not obvious. "Bore location controls gear mesh" is useful. A red circle around a dimension is not.
LC Proto is one example of a shop that frames early discussions around DFM, CNC process selection, and inspection method before release. That kind of review matters because the cheapest tolerance to hold is usually the one that was assigned for a clear functional reason and matched to a stable process.
Precision is worth paying for when it changes product performance, assembly yield, or field reliability. Outside those cases, tighter numbers often buy slower quotes, higher inspection cost, and less schedule margin without improving the part.